|
|
Категория:
Нарезание резьбы В современном машиностроении широко используются высокопроизводительные методы нарезания резьбы на металлорежущих станках с помощью резьбонарезных инструментов; успешно получают резьбу и с помощью инструментов для накатывания и др. Однако в практике слесарной обработки в большинстве случаев приходится нарезать резьбу вручную. Для нарезания резьбы в отверстиях применяются метчики, а для нарезания наружной резьбы — плашки различной конструкции. Метчик — режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных прямых или винтовых канавок, образующих режущие кромки (рис. 1). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом. Рабочая часть метчика состоит из заборной и калибрующей частей. Заборная часть — передняя конусная часть метчика, которая первой входит в отверстие и осуществляет всю основную работу резания. К а « либрующая часть направляет метчик в отверстие и окончательно калибрует резьбу.
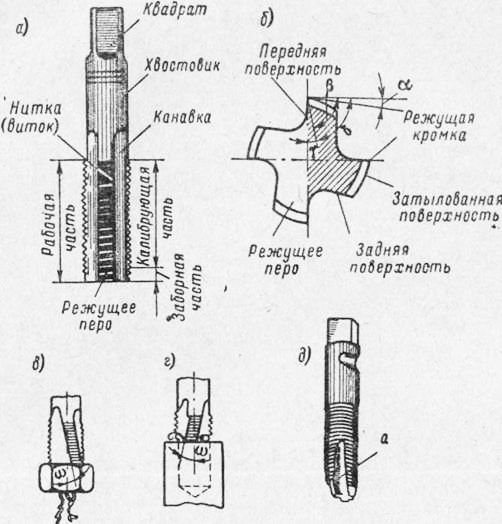
Рис. 1. Метчики и их элементы:
а — общий вид; б — радиальное сечение; в и г — метчики с винтовыми канавками; д — бесканавочный метчик
Режущими перьями называются зубья резьбовой части метчика, расположенные на его окружности (рис. 1,а). Режущие грани на зубьях образуются благодаря наличию канавок, разделяющих перья. Канавки представляют собой углубления между режущими перьями и предназначены для образования режущих кромок, а также для выхода стружки, получающейся в процессе нарезания резьбы. Профиль канавки ограничивается передней поверхностью, по которой сходит срезаемая стружка, и задней поверхностью, служащей для уменьшения трения ‘ зубьев метчика о стенки нарезаемого отверстия. Режущими кромками называют кромки на режущих перьях метчика (рис. 1,6), образованные пересечением передних поверхностей канавки с задними (затылованными) поверхностями рабочей части. Задняя поверхность режущих зубьев заты-луется по спирали, что позволяет сохранять постоянным профиль зубьев после их переточек. На рис. 1, б показаны углы режущих зубьев метчика: передний угол у, задний угол а, угол заострения р и угол резания б; величина этих углов выбирается в зависимости от обрабатываемого металла. Как правило, метчики имеют прямые канавки, но для улучшения условий резания, получения точных и чистых резьб целесообразно применять метчики не с прямыми, а с винтовыми канавками (рис. 1,б). Угол наклона ю винтовой канавки у таких метчиков составляет 8—15°. При нарезании резьбы в сквозном отверстии стружка выводится из отверстия в направлении подачи метчиков. При нарезании резьбы в глухих отверстиях следует применять метчики с противоположным направлением наклона винтовой канавки, тогда и стружка будет выводиться в противоположном направлении (рис. 1,г). С целью получения чистой и точной резьбы в сквозных отверстиях при обработке мягких и вязких металлов применяют бесканавочные метчики, располагающие лишь очень короткими винтовыми канавками а на заборной части. Длина этих канавок составляет 6—10 мм, а угол наклона к оси метчика 9—12°. При нарезании резьбы таким метчиком стружка выходит в отверстие впереди метчика. Для нарезания резьб в глухих отверстиях бесканавочные метчики непригодны; в этих случаях иногда применяют метчики с центральным отверстием для отвода стружки. Устройство метчиков определяется их назначением. В зависимости от назначения метчики подразделяются на ручные (слесарные), гаечные, машинно-ручные, пла-шечные и маточные, сборные и специальные. По способу применения метчики делятся на две группы: ручные и машинные. Ручные слесарные метчики служат для нарезания резьбы вручную. Они обычно изготовляются комплектами из двух или трех метчиков. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики (или 1, 2 и 3-й), а в комплект из двух метчиков — черновой и чистовой. В таком же порядке они применяются и при нарезании резьбы. Метчики условно обозначены: черновой имеет на хвостовике одну круговую риску (канавку), средний метчик— две и чистовой —три риски; там же указывается тип резьбы и ее размер. По внешнему виду метчики одного комплекта различаются тем, что черновой метчик имеет большую заборную часть (конус) и срезанную нарезку на калибрующей части, средний метчик имеет меньшую заборную часть и более полную нарезку на калибрующей части, а чистовой метчик имеет незначительный заборный конус и полный профиль резьбы на калибрующей части. Обычно заборная часть первого метчика имеет 6—8 витков, второго — 3—4 витка и третьего—1,5—2 витка. Первый метчик срезает половину йысоты витка резьбы, второй — еще 0,3 высоты, а третий калибрует резьбу начисто. Для основной метрической и дюймовой резьбы комплект состоит из трех метчиков, для мелких метрических, а также для трубных резьб — из двух. Трубную резьбу нарезают цилиндрическими и коническими метчиками. В комплект метчиков для нарезания плашек входят один плашечный и три маточных метчика. Плашечным метчиком производят предварительное нарезание резьбы в плашках, а маточным — окончательное (снятие припуска, зачистка и калибровка). Плашечный метчик отличается от слесарного наличием большой заборной части, а маточные — наличием шести винтовых канавок. Маточные метчики употребляются также для прочистки плашек, находящихся в работе. Применение стандартных метчиков комплектами из двух или трех штук связано с дополнительными затратами времени. Рационализаторская мысль новаторов производства направлена на отыскание возможностей совместить обработку, выполняемую несколькими метчиками, заменив их одним калиброванным инструментом. На станкостроительном заводе «Красный пролетарий» применяется комбинированный инструмент — сверло-метчик (рис. 134,(3), позволяющий совместить операции сверления и нарезания резьбы в одну операцию. Такое же назначение имеет сверло-метчик (рис. 134, е), предложенный инженерами Б. В. Биринем и Э. Э. Ро-зенталем, для нарезания резьбы с небольшим шагом в легкообрабатываемых материалах. Машинно-ручные метчики различных конструкций применяются для нарезания цилиндрической и конической резьбы в сквозных и глухих отверстиях. Этими метчиками можно нарезать машинным способом резьбы всех размеров и вручную резьбы с шагом до Змм включительно. Они отличаются от ручных только размерами хвостовика и большей длиной заборного конуса. У метчиков для глухих отверстий заборная часть не превышает 1,5—2 шагов резьбы.
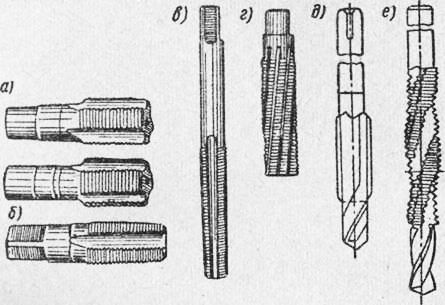
Рис. 2. Метчики для нарезания трубной резьбы (а, б)’, плашечный метчик (в) маточный метчик (г); сверло-метчик (д, е)
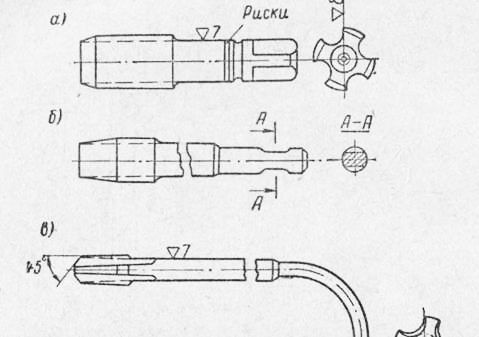
Машинно-ручные метчики, изготовленные по ГОСТу 3266-60 (рис. 135,а), предназначены для нарезания крепежных и мелкометрических резьб. Нарезание резьб на деталях из чугуна и мягкой стали ведут одним метчиком; для нарезания твердых сталей используют комплект из двух метчиков. Гаечные метчики для цилиндрической резьбы изготовляются по ГОСТу 1604-60 с длинной заборной частью (до 16 шагов резьбы) и коротким хвостовиком — для использования на токарных и револьверных станках; с длинным хвостовиком — для нарезания резьбы на сверлильных гайкорезных станках и автоматах, а также с изогнутым хвостовиком — для использования на гайкорезных автоматах при непрерывном нарезании гаек. Гаечные и машинные метчики крепятся на станках в специальных предохранительных патронах, обеспечивающих самовыключение их при перегрузке.
Рис. 3. Машинно-ручные (а) и гаечные (б, в) метчики
Сборные метчики могут быть трех видов: нерегулируемые, регулируемые и самовыключающиеся. Специальные метчики составляют большую группу, в которую входят ненормализованные конструкции метчиков. Реклама:Читать далее:Выбор диаметров сверл для сверления отверстий под резьбуСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|